Даже опытные сварщики, впервые сталкиваясь с соединением алюминия ручным дуговом способом, часто испытывают разочарование от качества шва. Если Вам понадобилось регулярно работать с таким «капризным» металлом, то наша статья поможет подобрать сварочный аппарат для алюминия, которым получится создавать качественные герметичные швы.

Особенности и сложности сварки алюминия
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
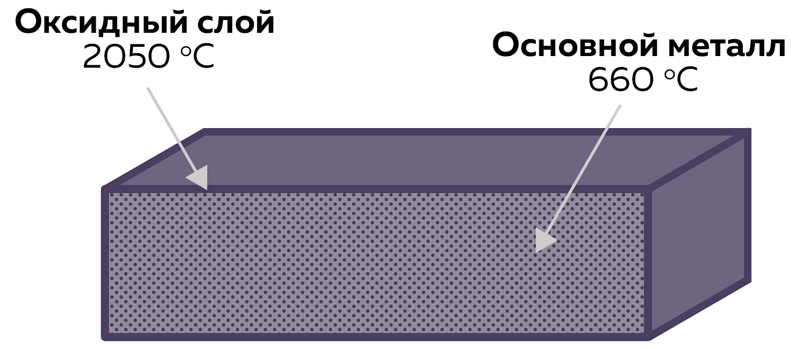
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов. Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде. При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
- Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.
Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Какой аппарат лучше всего подходит для сварки алюминия
Поскольку в продаже существуют покрытые электроды с алюминиевым сердечником, то, кажется, самым дешевым способом сваривать этом металл является ручная дуговая сварка при помощи инвертора. Но в действительности ММА сварка по алюминию позволит лишь соединить две стороны металла наложенными сверху каплями присадки.
Прочный и герметичный шов здесь не получится. Для качественного соединения потребуется сварочный аппарат для сварки алюминия с режимами MIG или TIG. У каждого из них есть свои особенности, что следует учесть при выборе.
Использование аппаратов MIG/MAG для сварки алюминия
МИГ сварка — это применение полуавтоматов, в которых сварочная проволока непрерывно подается по каналу прямо в горелку. Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.


Плюсы
- высокая скорость сварки;
- хорошая видимость происходящего в сварочной ванне;
- вторая рука сварщика свободна, чтобы поддерживать заготовку или держаться на высоте;
- можно создавать непрерывные длинные швы;
- после окончания процесса нет шлаковой корки.

Минусы
- Дороговизна самого оборудования. Еще есть дополнительные расходы на защитный газ (смесь аргона и углекислоты).
- Алюминиевая присадочная проволока тонкая и гибкая, поэтому сильно «гуляет» и сварщику труднее направлять ее.
- Если часто требуется чередовать сварку черных металлов и алюминия одним полуавтоматом, то смена стального канала в горелке на тефлоновый занимает много времени.
- Шов от полуавтомата на алюминии неоднородный по ширине. Если он расположен на лицевой стороне заготовки, то нужна последующая механическая зачистка.
Какие функции должны быть у полуавтоматов для алюминия
Соединять алюминий можно не любыми полуавтоматами. Оборудование для сварки должно обладать следующими функциями:
Hot Start. Эта функция называется «Горячий старт», потому что позволяет накладывать качественный шов с первых миллиметров соединения. Для этого на проволоке поддерживается высокий показатель холостого хода (80-90 В), а сила тока сперва подается чуть выше основного.
Для алюминия это полезно быстрым прогревом поверхности и разрушением оксида. Благодаря этому эффекту шов начинает формироваться сразу, без налипания валиков присадки сверху. На профессиональных аппаратах можно настраивать значение регулировки «Горячего старта», чтобы определять насколько он будет «горячим».
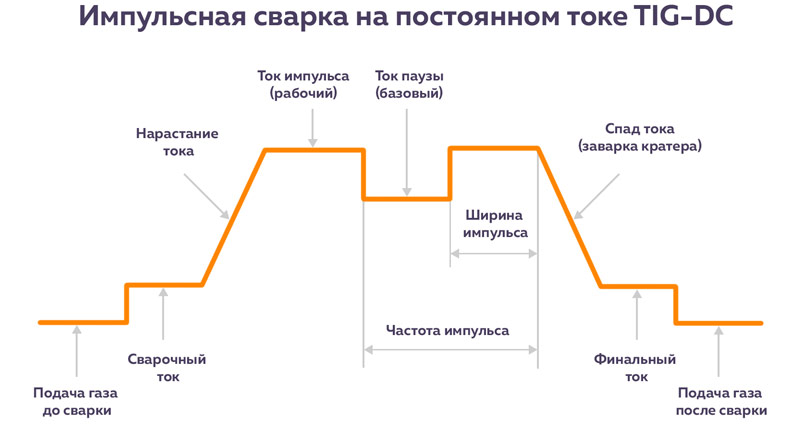
Pulse. Эта функция выдает не ровный базовый ток, а содействует его чередованию. В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
На профессиональных полуавтоматах можно регулировать как частоту импульса, так и его длину, что позволяет настроить сварку в зависимости от толщины алюминия и вида его сплава. Функция актуальна особенно для тонкого металла, чтобы избежать перегрева поверхности и образования сквозных дыр.
Dable Pulse. Удваивает предыдущий эффект. Кроме амплитуды, чередующей базовый и основной ток, присутствует колебательное нарастание и спад пикового тока. Такая функция еще больше повышает качество сварки алюминия вплоть до капельного переноса металла. Минимальное тепловложение не дает перегреть заготовку и деформировать ее. Швы получаются тонкими, но глубокими, а скорость сварки возрастает.
Использование аппаратов TIG для сварки алюминия
ТИГ сварка алюминия проводится при помощи инвертора, выдающего переменный ток.
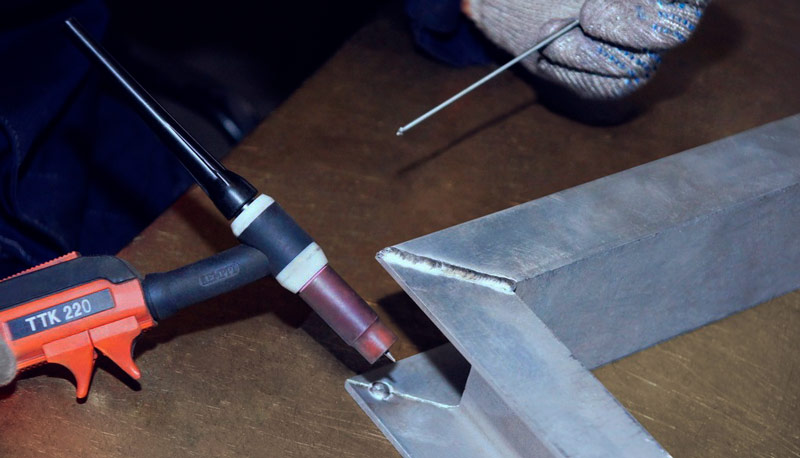
В одной руке у сварщика горелка с вольфрамовым электродом. Ее касание о поверхность детали, к которой подключена масса, приводит к образованию электрической дуги. Вольфрам не плавится, поэтому длина электрода не меняется. Для сварки алюминия применяется круглая форма заточки стержня.
Во второй руке сварщика присадочная проволока, подающаяся в сварочную ванну для увеличения высоты шва и придания крепости соединению. Из горелки выходит защитный газ аргон, предотвращающий контакт с внешним воздухом.
Плюсы TIG для сварки алюминия
- шов получается плотным и герметичным;
- не требуется механическая обработка;
- отсутствуют поры в структуре;
- можно выполнять узкие швы 2-3 мм в ширину.
Минусы TIG для сварки алюминия
- повышенный расход средств на присадочную проволоку и газ;
- низкая скорость сварки;
- высокая стоимость оборудования;
- можно создавать только короткие швы;
- игла быстро покрывается брызгами и ее форму нужно править;
- при сварке листового алюминия 1-2 мм толщиной, требуется подложка для предотвращения провалов разогретого металла.

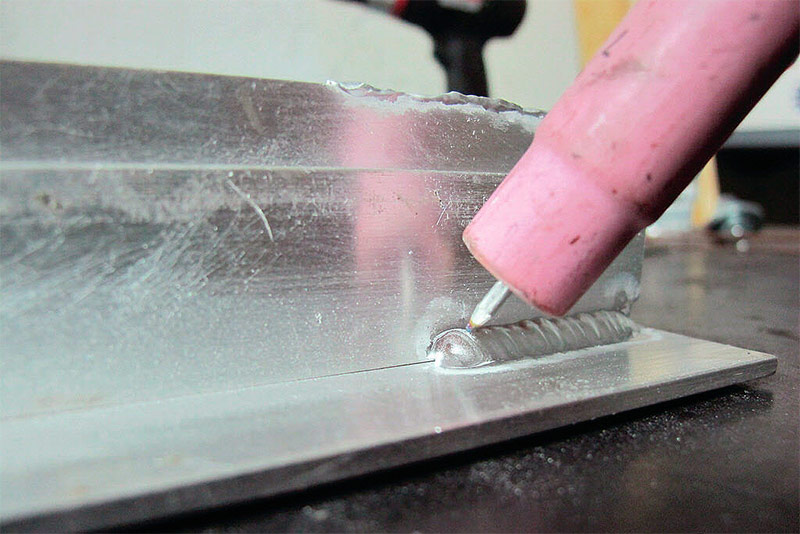
Качество швов, которое можно получить при сварке алюминия при помощи TIG сварки.
Какие функции должны быть у инверторов TIG для алюминия
Хотя любой инвертор можно оснастить вентильной горелкой для ТИГ сварки, но качественно соединить алюминий аргонодуговым методом получится только при наличии следующих функций:
Pulse. Играет такую же роль, что и в полуавтомате. Сокращает тепловложение и не дает прогореть жидкотекучему материалу. Профессиональные аппараты поддерживают настройку волны пульса. Прямоугольная волна дает глубокое проплавление и высокую скорость процесса. Треугольная позволяет легко сваривать тонкие листы алюминия с минимальной передачей тепла. Скругленная волна облегчает контроль сварочной ванны для равномерного провара ответственных соединений. Синусоидальная дает мягкую дугу с широким захватом сварочной ванны, но не глубоким проваром.
Пред и пост газ. Запускает на 2 с предварительную продувку защитного газа, чтобы вытеснить окружающий воздух с места начала сварки. Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Переключение на переменный ток. Вести ТИГ сварку инвертором можно только на переменном токе. Для этого обязательно в характеристиках аппарата должно быть обозначение AC/DC.
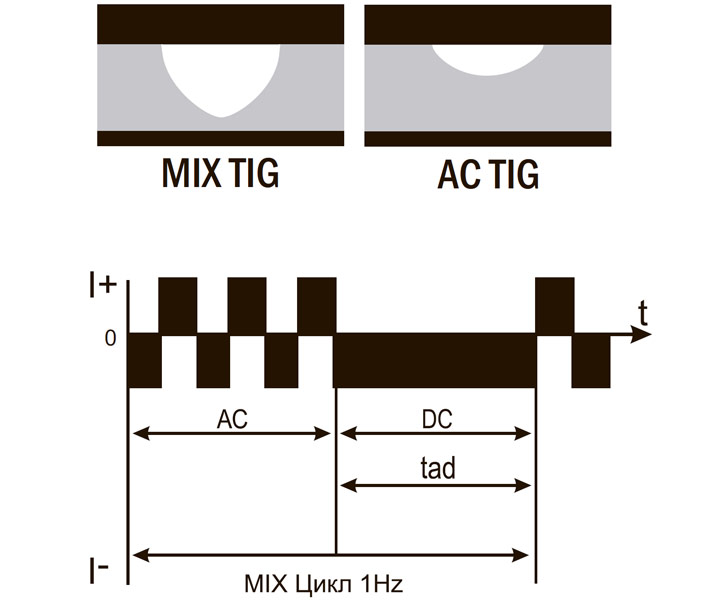
MIX TIG. Этот режим чередует воздействие на материал постоянного и переменного тока. Сперва в работу вступает AC, который разрушает своей частотой оксидную пленку. Затем он сменяется на DC, обеспечивающим глубокий провар с равномерным распределением присадочного металла. Эта функция особенно практична, когда требуется соединить алюминий, толщиной 2 и 7 мм между собой.
Регулировка баланса. Позволяет устанавливать частоту автоматической смены полярности напряжения, что при положительном значении продлевает срок службы вольфрамового электрода и повышает глубину провара, а при отрицательном показателе снижает тепловложение и защищает от прожогов и деформаций.
Изучив требования к аппаратам для сварки алюминия, Вы без проблем сможете подобрать сварочное оборудование для своей автомастерской, цеха или гаража.








